





Установка микросварки УМС-3КР в Нижнем Новгороде
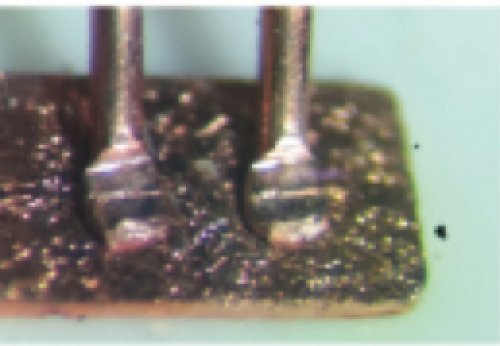
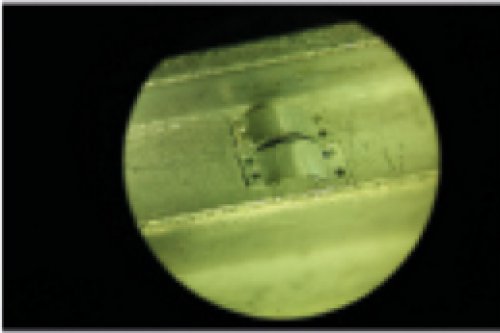
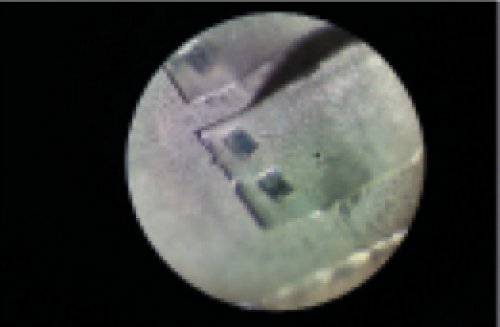
Механизированная установка для микроконтактной (терморезистивной) точечной сварки золотой, платиновой, медной проволоки и золотой, медной фольги, расщепленным электродом
Поставки установок микросварки и других изделий микроэлектроники осуществляются по всей России. Доставка осуществляется посредством транспортной компании, для постоянных клиентов возможны индивидуальные условия. Центральный офис компании располагается в городе Нижний Новгород. Также нижегородцев и гостей города приглашаем посетить нашу выставку технологического сборочного оборудования для изделий микроэлектроники.
Технологические возможности
• Регулировка по координате Z монтажного столика позволяет осуществить сварку в одной плоскости, что исключает подрезы в зоне перехода сварное соединение – проволока.
• Перемещение сварочной головки по координате Z осуществляется при помощи педали или ручки с механическим приводом, что позволяет гибко манипулировать сварочным инструментом при монтаже выводов и при этом оператор может одновременно манипулировать обрабатываемым прибором и проволочными выводами.
• Программирование формы сварочного импульса. Которое включает в себя возможность создания циклограмм с подогревающей ступенью, что позволяет сваривать проволоку и фольгу, а также повышает долговечность инструмента.
• Встроенная система контроля информирует о прохождении сварочного импульса и измеряет импеданс выходной цепи. На жидкокристаллическом экране прибора после прохождения сварочного импульса высвечивается импеданс выходного тракта.
• Измерение сварочного тока при прохождении сварочного импульса с выводом информации на жидкокристаллический экран в амперах.
• Выходной контур источника тока сварки пайки ИТСП-3П изолирован от «земли», при этом пробой собираемого прибора на «землю» - исключен.
Технические характеристики
| Сварочный импульс | постоянного тока, модулированный по амплитуде |
| Проволока, Au, Cu, Pl, мкм | 300 |
| Фольга Au,Cu, мкм | 10-100 |
| Усилие сжатия соединяемых элементов, Н | 0.5 – 20 |
| Время сварки, мс | (0,1– 2000) |
| Выходной максимальный ток, А | 500 |
| Выходное максимальное напряжение, В | 6 |
| Глубина проникновения инструмента, мм | 25 |
| Обрабатываемое поле прибора, мм | 160х160; 48х60 |
| Ход сварочной головки по оси Z, мм | 50 |
| Ход предметного столика по оси Z, мм | 25 |